[VIP第1年] 指数:3
[VIP第1年] 指数:3
放料阀压力温度等级的确定。,该标准洋细地规定了各种压力等级,不同壳体材料在各种操作温度下的Max允许无冲击压力(表压),它是设计和选用阀门的主要基准之一。因而,选用放料阀时必须由操作压力和操作温度按压力温度等级(指壳体)和压力等级(指公称压力)。如果操作温度、压力超负荷运行,云南斜杆放料阀种类,可能导致阀门损坏。选用放料阀时应充分考虑各种工况条件,避免阀门超负荷运行放料阀操作温度过高或过低时,为防止烫伤操作人员和温度损失,应在壳体上加保温层放料阀的壳体壁厚均按。用户按不同介质(特别是有毒、有害介质)对阀体的腐迪率计算出放料阀的使用寿命,一日超过使用寿命,必须更换阀门。 锻钢斜杆放料阀设备,云南斜杆放料阀种类,就选温州太科阀门科技有限公司,云南斜杆放料阀种类,用户的信赖之选,欢迎新老客户来电!云南斜杆放料阀种类
如何解决放料阀的密封问题是重中之重,因为阀门的跑、冒、滴、漏现象,绝大部分发生在这里。下面我们一起来讨论阀门的动密封的问题。阀门的动密封,主要是指阀杆密封。不让阀内介质随阀杆运动而泄漏,是阀门动密封的中心课题。1、填料函形式目前,阀门动密封,以填料函为主。填料函的基本形式是:(1)压盖式:这是用得多的形式。同一形式又能许多细节区别。例如,从压紧螺栓来说,可分T形栓(用于压力s16公斤平方厘米的低压阀门)、双头螺栓和活节螺栓等。从压盖来说,可分整体式和组合式。(2)压紧摆母式这种形式,外形尺寸小,但压紧力受限制,只使用于小阀门。2、填料填料函内,以填料与阀杆直接接触并充满填料函,阻止介质外漏。对填料有以下要求:(1)密封性好;(2)耐腐蚀;(3)磨擦系数小;(4)适应介质温度和压力。 山东防爆气动斜杆放料阀图片锻钢斜杆放料阀设备,就选温州太科阀门科技有限公司,用户的信赖之选,有想法可以来我司咨询!

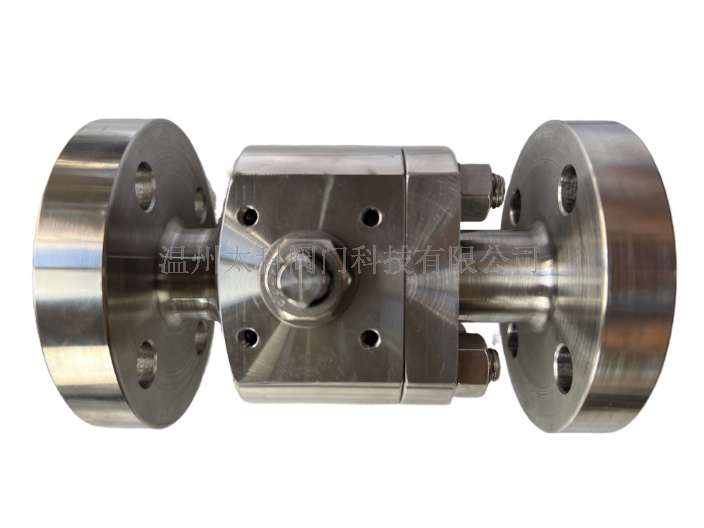
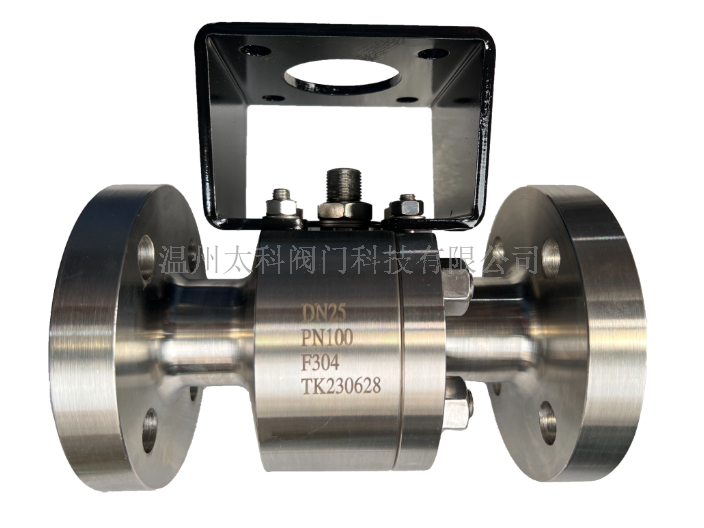
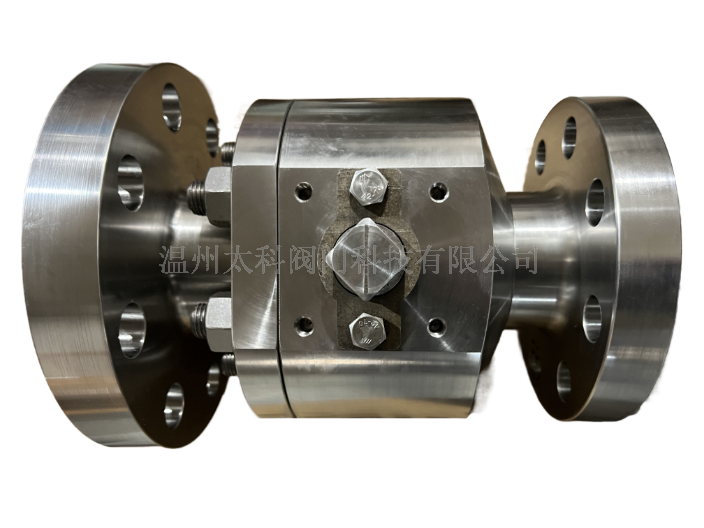
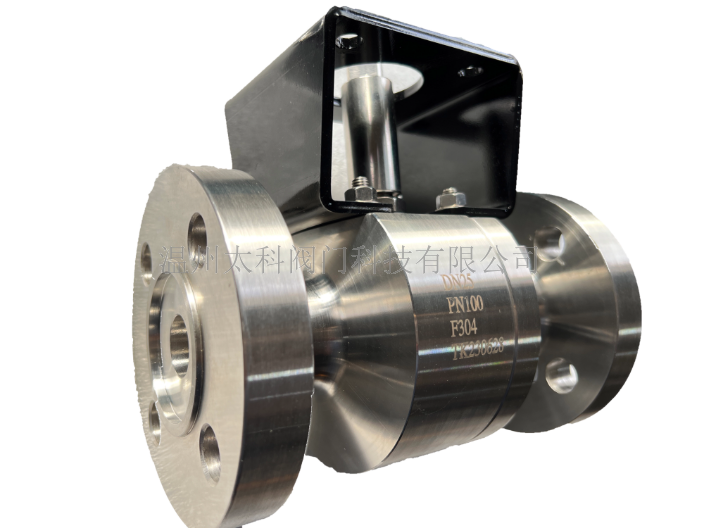
放料阀是反应釜控制化学液体密闭反应和反应后排料的一个重要部件。自1987年中国专利项目一放料球阀开发成功以来,具有较好的实用价值。放料球阀承接了球阀的所有优点,又解决了与反应釜的合理配套的连接方式,与现有的上、下展式放料啊相比较无疑的是较为先进的。尤其是在以下几种情况下,将更能显出它的特殊功能:1、放料球阀可设计成低压、中压、高压三个压力等级,填补了中压釜放料阀的空白.2、使用温度方面,如选用高性能填充四氟乙烯密封圈(目前已成的有玻璃纤维填充四氟乙烯和聚苯脂填充四氟乙烧等),负荷下长期使用温度可提高到250摄氏度~260摄氏度。3、在高粘度材料和高分子聚合物生产中,由于球阀密封圈的密封面始终吻合于球面,加之四氟乙烯的抗粘结性能特别好,就不会出现粘住现象放料球阀从设计中避开了积液凹槽和清洗死角,加上本身构造简单,阀体内面全部车光,适合于对清洁有要求或经常换料的场合。
如何解决放料阀的密封问题是重中之重,因为阀门的跑、冒、滴、漏现象,绝大部分发生在这里。下面我们一起来讨论阀门的动密封的问题。阀门的动密封,主要是指阀杆密封。不让阀内介质随阀杆运动而泄漏,是阀门动密封的中心课题。1、填料函形式目前,阀门动密封,以填料函为主。填料函的基本形式是:(1)压盖式:这是用得多的形式。同一形式又能许多细节区别。例如,从压紧螺栓来说,可分T形栓(用于压力s16公斤平方厘米的低压阀门)、双头螺栓和活节螺栓等。从压盖来说,可分整体式和组合式。(2)压紧摆母式这种形式,外形尺寸小,但压紧力受限制,只使用于小阀门。2、填料填料函内,以填料与阀杆直接接触并充满填料函,阻止介质外漏。对填料有以下要求:(1)密封性好;(2)耐腐蚀;(3)磨擦系数小;(4)适应介质温度和压力。锻钢斜杆放料阀设备,就选温州太科阀门科技有限公司,欢迎客户来电!

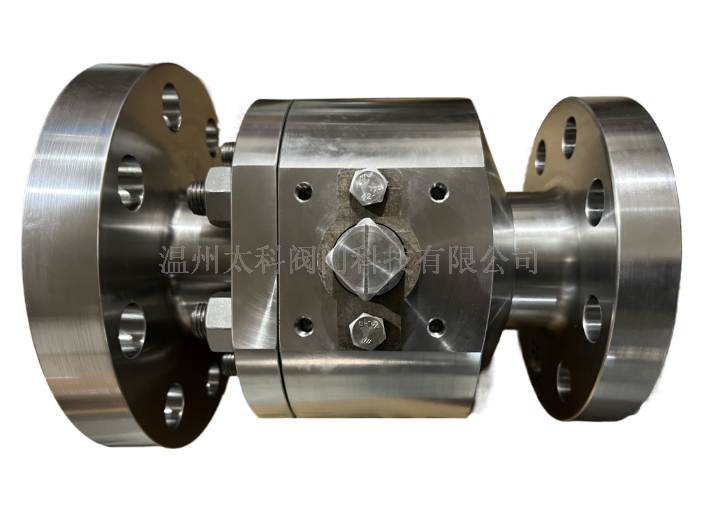
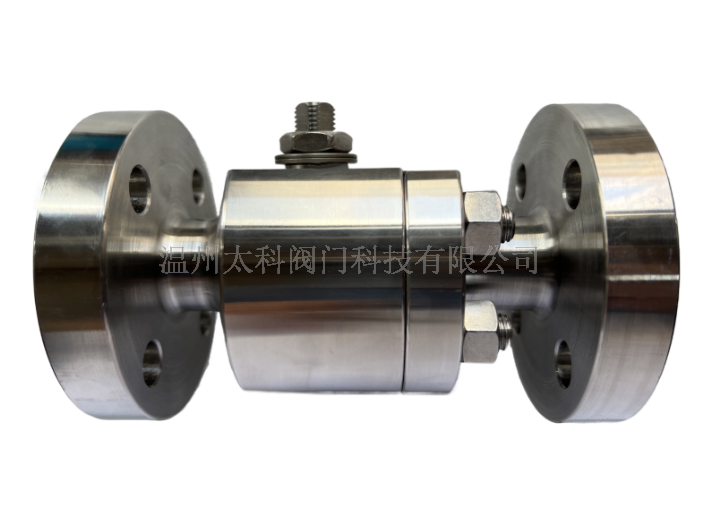
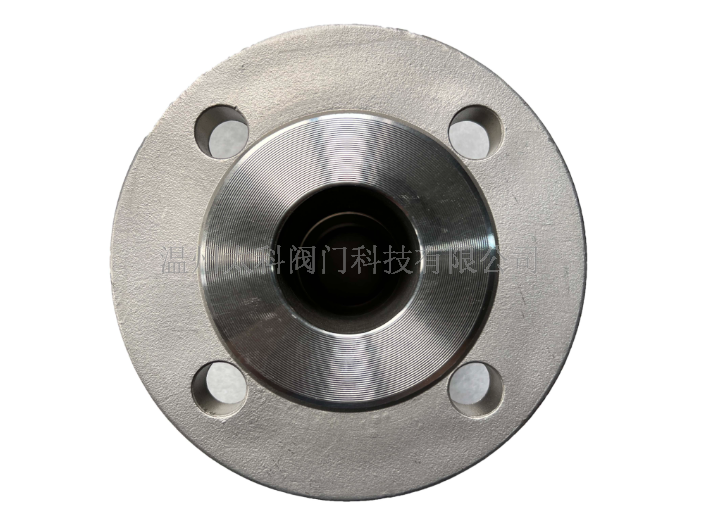
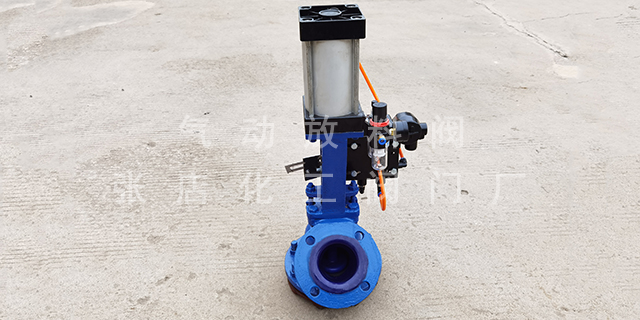
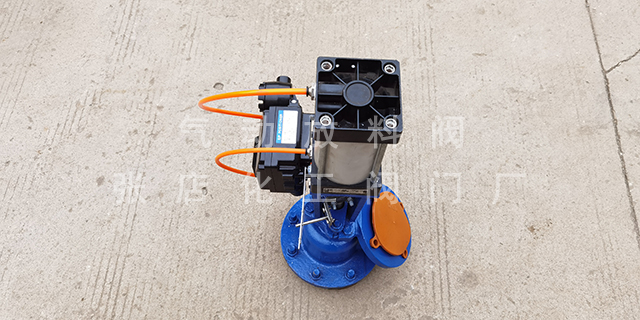
新型斜杆式釜底球阀采用三段式组合结构,分别为弧形法兰、中法兰和阀体组成。安装时,先将弧形法兰取下与罐底焊接,用螺栓与阀体连接,阀体与斜阀杆设计,阀杆于阀体管道呈现出105°的倾斜角,该结构设计避免安装执行机构与罐底接触。无积料设计,球体为弧面设计,在阀门关闭时,球面弧形于连接罐底弧形法兰保持一致,形成*连接,避免物质残留。釜底球阀是借助于阀门底部法兰(凸缘)焊接或法兰连接于反应釜或储罐和其它容器的底部,因此,消除工艺介质通常在容器出口的残留现象,实现排空、排净的功能。釜底放料球阀阀内采用镜面抛光,具有排放物料*、无残留、无泄漏、密封性能好等优点,应用于制药、生物、精细化工、食品等洁净行业的反应容器排料使用。 温州太科阀门科技有限公司致力于提供锻钢斜杆放料阀设备,期待您的光临!四川防爆电动斜杆放料阀服务商
温州太科阀门科技有限公司是一家专业提供 锻钢斜杆放料阀设备的公司,欢迎您的来电!云南斜杆放料阀种类
放料阀碳素钢和奥氏体不锈钢铸件,凡补焊部位的面积<1625mm2,深度《铸件厚度的20%或25mm,一般无需预热。但ZG15Cr1Mo1V、ZGCr5Mo等珠光体钢铸件,由于钢的率硬倾向大冷焊易裂,应作预热处理预热温度为200400(用不锈钢焊条补焊温度取小值),保温时间应不少于60min。如铸件不能整体预热,可用-乙快在缺陷部位并扩展20mm后加热至300-350C(背暗处目测观察微暗红色),大号割炬中性焰抢先在缺陷处及周边做园周快速摆动几分钟.然后改为缓慢移动保持10min(视缺陷厚度而定),使缺陷部位充分预热后,迅速补焊。云南斜杆放料阀种类
文章来源地址: http://huagong.m.chanpin818.com/famenmp/fangliaofalq/deta_19254486.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。