[VIP第1年] 指数:3
[VIP第1年] 指数:3
放料阀是反应釜控制化学液体密闭反应和反应后排料的一个重要部件。自1987年中国专利项目一一放料球阀开发成功以来,具有较好的实用价值。放料球阀承接了球阀的所有优点,又解决了与反应釜的合理配套的连接方式,与现有的上、下展式放料阀相比较无疑的是较为先进的。尤其是在以下几种情况下,将更能显出它的特殊功能:1、放料球阀可设计成低压、中压、高压二个压力等级,填补了中压釜放料阀的空白。2、使用温度方面,湖北不锈钢法兰斜杆放料阀报价,如选用高性能填充四氟乙烯密封匿(目前已成熟的有玻璃纤维填充四氮乙惴和聚苯脂填充四氧乙烧等),负荷下长期使用温度可提高到250摄氏度~260摄氏度3、在高粘度材料和高分子聚合物生产中,由于球阀密封圈的密封面始终吻合于球面,湖北不锈钢法兰斜杆放料阀报价,加之四氟乙烯的抗粘结性能特别好,就不会出现粘住现象,湖北不锈钢法兰斜杆放料阀报价。放料球阀从设计中避开了积液凹槽和清洗死角,加上本身构造简单,阀体内面全部车光,适合于对清洁有要求或经常换料的4场合。 温州太科阀门科技有限公司 锻钢斜杆放料阀设备设备值得放心。湖北不锈钢法兰斜杆放料阀报价

什么样的工况适合选用放料阀呢?选择放料阀的步骤和依据有哪些呢?下面我为大家做个简单说明:1、明确放料阀在设备或装置中的用途,确定阀门的工作条件:适用介质、工作压力、工作温度等等.2、确定与放料阀连接管道的公称通径和连接方式:法兰、螺纹、焊接等3、确定操作放料阀的方式:手动、电动、电磁、气动或液动、电气联动或电液联动等.4.根据管线输送的介质、工作压力、工作温度确定所选放料阀的壳体和内件的材料:灰铸铁、可锻铸铁、球墨铸铁、碳素钢、合金钢、不锈耐酸钢、铜合金等。5、确定放料阀的型式:上展式放料阀、下展式放料阀等6、确定所选用放料阀的几何参数:结构长度、法兰连接形式及尺寸、开启和关闭后阀门高度方向的尺寸、连接的螺栓孔只寸和数量、整个阀门外型尺寸等。7、利用现有的资料:放料阀产品目录、阀门产品样本等选择适当的阀门产品。北京法兰斜杆放料阀品牌温州太科阀门科技有限公司致力于提供 锻钢斜杆放料阀设备,欢迎新老客户来电!

放料阀介质使用说明:放料阀具有良好的机械性能和耐腐蚀的性能,能防止介质与金厘离子取代作用而影响污染制品,并且表面光洁、耐磨、有一定的热稳定性。当介质为水、内酮、酒精、氨、碳酸、苯等耐腐蚀流体,温度范围在-29%C-425C选用WCB.2、使用介质为颗粒、油品、纸浆、二氧化碳时应使用不锈钢材质,温度范围不得超出-60°C-232°C3、严禁使用含氟离子液体(如HF等)也不能用强碱及磷酸(温度小于150°C,浓度>30%)。放料阀安装要点:1、放料阀一般为水平安装。2、安装位置、高度、进出口方向必须符合设计要求,连接应牢固紧密。3、安装在保温管道上的各类放料阀,手柄均不得向下。放料阀安装前必须进行外观检查,阀的铭牌应符合现行国家标准。
放料阀主要用于反应釜底、储罐和其他容器的底部排料,其介质大部分为晶体颗粒物,所以填料处很少出现泄漏现象,但有时根据工况需要也有对液固混合物进行放料,如果填料处密封性不好的很容易出现泄漏事故。那么放料阀填料处泄漏,主要由哪些原因造成的呢?下面为大家简单分析下放料阀填料选用不对,不耐介质的腐蚀,不耐阀门高压或真空、高温或低温的使用;填料安装不对,存在着以小代大、螺旋盘绕接头不良、上紧下松等缺陷;填料超过使用期,已老化,丧失弹性,阀杆精度不高,有弯曲、腐蚀、磨损等缺陷;填料圈数不足,压盖未压紧;压盖、螺栓、和其他部件损坏,使压盖无法压紧:操作不当,用力过猛等;压盖歪斜,压盖与阀杆间空隙过小或过大,致使阀杆磨损,填料损坏温州太科阀门科技有限公司为您提供 锻钢斜杆放料阀设备,欢迎新老客户来电!

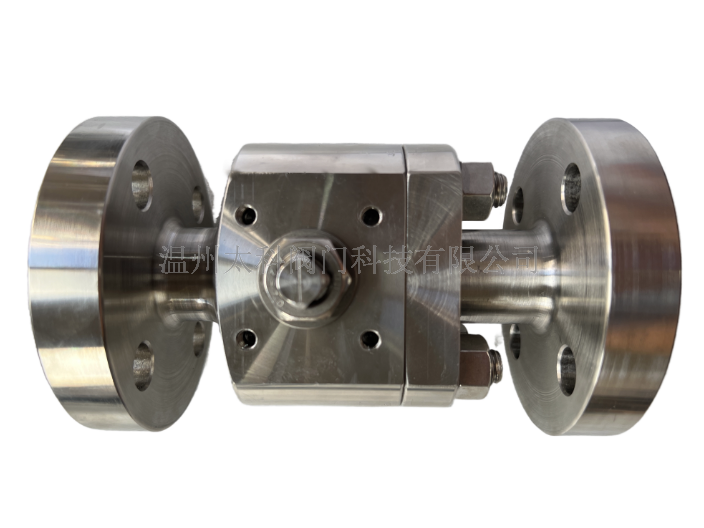
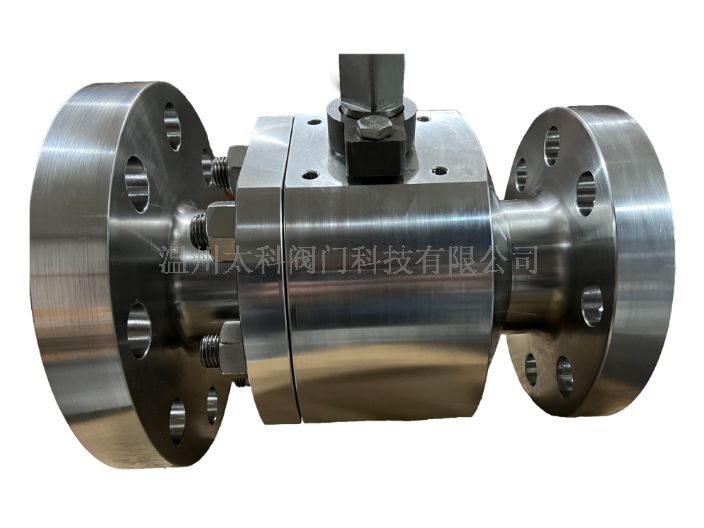
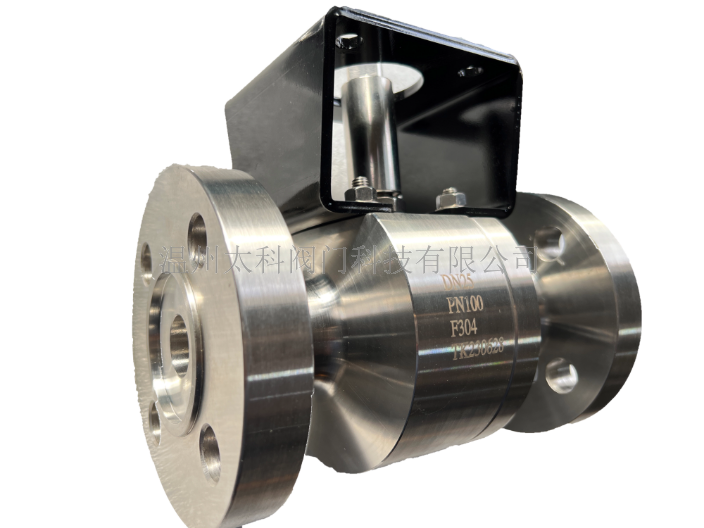
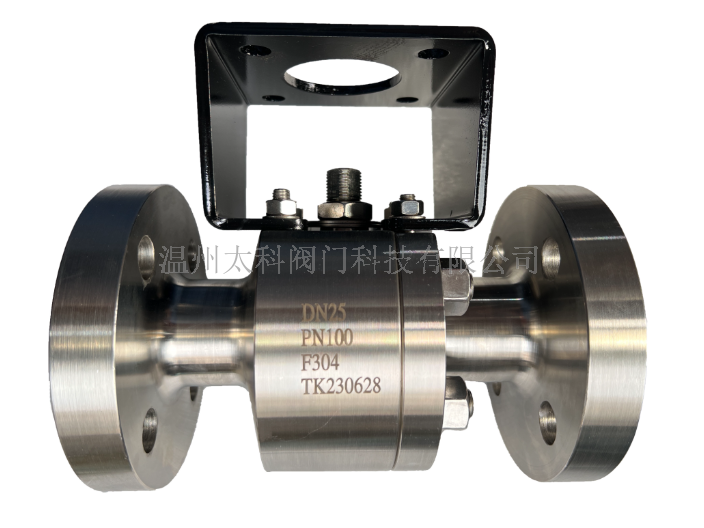
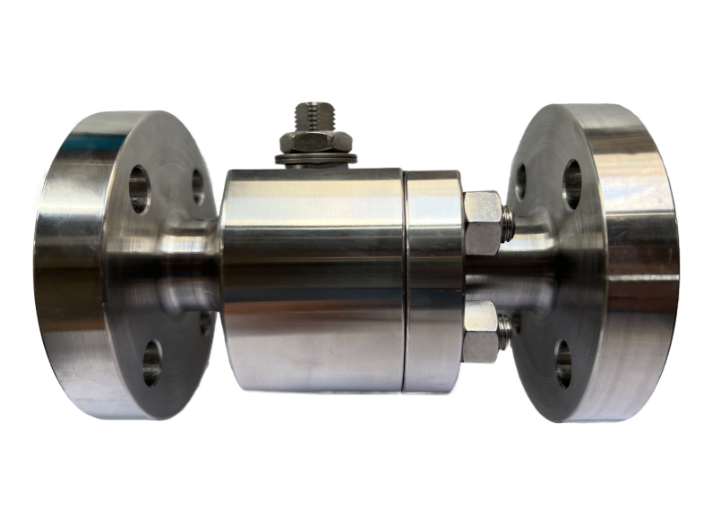
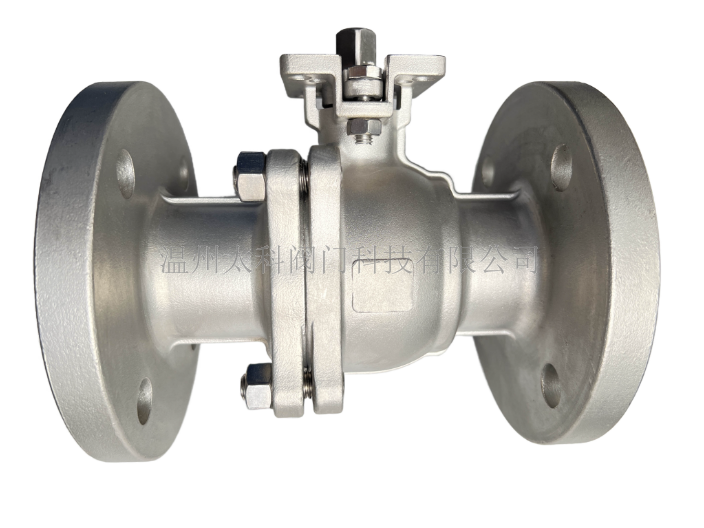
放料球阀属于特殊类阀门,其阀体入口法兰直径比出口法兰直径大,可以直接安装在反应釜或储罐的底部,用于排放物料。放料球阀的阀体内腔和阀瓣都采用氟塑料或金属硬质合金衬塑,具有耐腐蚀、耐磨、密封可靠、开关轻便等特点。目前主要适用于化工、制药、食品等行业需要清洁或经常更换物料的工况。斜杆式气动放料球阀配有特殊设计的罐底连接面法兰,嵌入式安装在反应罐或容器底部,其平滑的锥形孔和罐内超近距离的球体可防止介质在阀门入口处堆积,这可确保排泄畅通。采用ISO5211高平台设计,因此无需连接支架和轴套,使安装执行器变简单。先锋釜底阀具有高性能设计特点,广泛应用于工业容器,制药发酵反应罐,食品加工配料罐,化妆品混合容器,化学配料罐,生物反应罐等等。 锻钢斜杆放料阀设备,就选温州太科阀门科技有限公司,用户的信赖之选。宁夏电动斜杆放料阀哪家好
温州太科阀门科技有限公司是一家专业提供锻钢斜杆放料阀设备的公司,期待您的光临!湖北不锈钢法兰斜杆放料阀报价
放料阀碳素钢和奥氏体不锈钢铸件,凡补焊部位的面积<1625mm2,深度《铸件厚度的20%或25mm,一般无需预热。但ZG15Cr1Mo1V、ZGCr5Mo等珠光体钢铸件,由于钢的率硬倾向大冷焊易裂,应作预热处理预热温度为200400(用不锈钢焊条补焊温度取小值),保温时间应不少于60min。如铸件不能整体预热,可用-乙快在缺陷部位并扩展20mm后加热至300-350C(背暗处目测观察微暗红色),大号割炬中性焰抢先在缺陷处及周边做园周快速摆动几分钟.然后改为缓慢移动保持10min(视缺陷厚度而定),使缺陷部位充分预热后,迅速补焊。湖北不锈钢法兰斜杆放料阀报价
文章来源地址: http://huagong.m.chanpin818.com/famenmp/fangliaofalq/deta_19379652.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。