[VIP第1年] 指数:3
[VIP第1年] 指数:3
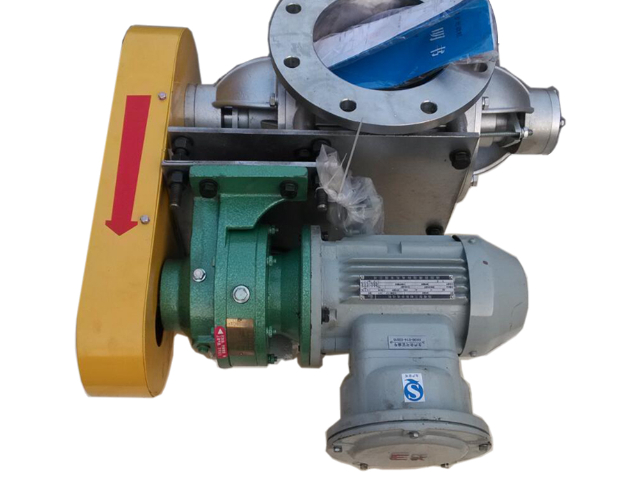
放料阀手轮和手柄及扳手出现故障的原因大多是因为使用长杠杆、管钳或使用撞击工具致使手轮、手柄或报手损坏,还有就是手手柄或报手的紧固件松脱,以及手轮、手柄和扳手与阀杆连接件,如方孔、键槽或螺纹磨损不能传递扭矩。轮、预防和排除放料阀出现以上的故障,可采取以下措施:1、正确使用手轮、手柄和扳手,禁止使用长杠杆、管钳和撞击工具.2、连接手轮、手柄和扳手的紧固件丢失和损坏应配齐,对振动较大的放料阀以及容易松动的,紧固处应改为弹性垫圈等防松存3放料阀手轮、手柄和扳手连接处磨损应进行修复,对修复较困难的应采用粘接固定或进行更换.不锈钢法兰斜杆放料阀设备,就选温州太科阀门科技有限公司,用户的信赖之选,欢迎您的来电!天津防爆气动斜杆放料阀
放料阀碳素钢和奥氏体不锈钢铸件,凡补焊部位的面积<1625mm2,深度《铸件厚度的20%或25mm,一般无需预热。但ZG15Cr1Mo1V、ZGCr5Mo等珠光体钢铸件,由于钢的率硬倾向大冷焊易裂,应作预热处理预热温度为200400(用不锈钢焊条补焊温度取小值),保温时间应不少于60min。如铸件不能整体预热,可用-乙快在缺陷部位并扩展20mm后加热至300-350C(背暗处目测观察微暗红色),大号割炬中性焰抢先在缺陷处及周边做园周快速摆动几分钟.然后改为缓慢移动保持10min(视缺陷厚度而定),使缺陷部位充分预热后,迅速补焊。福建防爆气动斜杆放料阀价格不锈钢法兰斜杆放料阀设备,就选温州太科阀门科技有限公司,用户的信赖之选,欢迎您的来电哦!

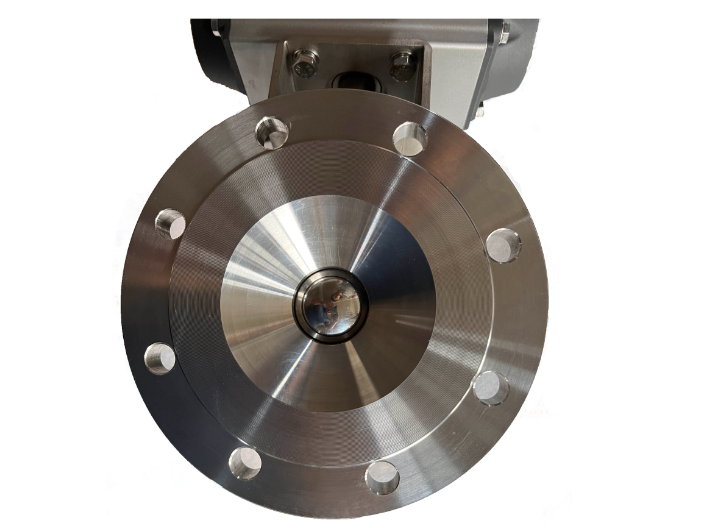
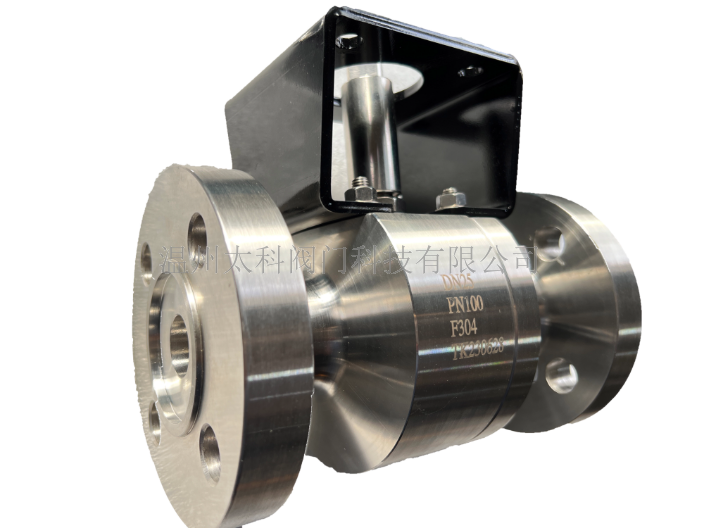
放料阀主要用于储料罐、反应釜及其他容器的底部排放物料,阀门采用法兰或对接焊与设备连接并位于其底部,消除了工艺介质通常在容器出口的残留现象。根据实际情况的需要分为上展式放料阀、下展式放料阀、柱塞式放料阀三种结构形式,上展式用于有搅拌器(除框式式)的反应、釜放料,而下展式、柱塞式用于框式描式搅拌器的反应釜放料。密封面采用耐冲剧、耐腐蚀材料,并进行特殊处理,使表面硬度达到HRC48~52.具有高耐磨、耐腐蚀的功能,保证了阀门的密封可靠性。普遍使用在化工、石油、冶金、制药、染料、食品加工等行业。
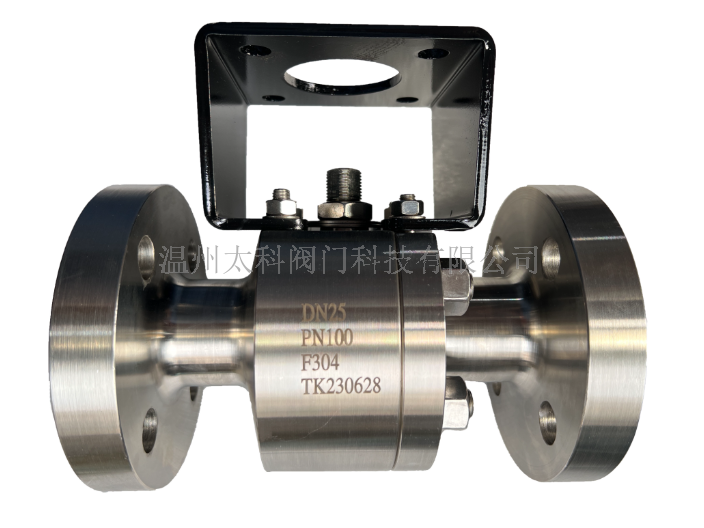
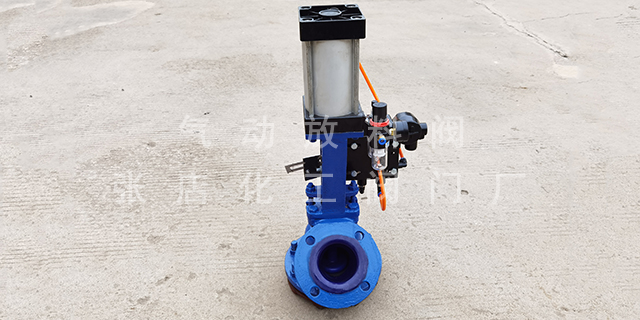
气动放料阀常见故障是气动装置的动作不灵或失效,其原因有:1、缸体和缸盖因破损和砂眼等缺陷产生的外漏,致使缸内压力过低;2、0形圈等密封件损坏或老化,引起内漏,使活塞产生爬行等故障:3、活塞杆弯曲或磨损,增加了气动或液动的开闭力或泄漏;塞杆行程过长,闻板卡死在阀体内;45、气动放料阀的气动装置上的垫片和填料处泄漏,使缸内操作压力下降;6、缸体内混入异物,阻止了活塞的上下运动;7、缸体内壁磨损,镀层脱落,增加了内漏和对活塞运动阻力;8、活塞与活塞杆连接处磨损或松劲,不但产生内漏,而且容易卡住活塞;装配不正,季件加工质量差;910、缸体胀大或活塞磨损、破裂,影响正常传动;11、常开式或常闭式缸内弹簧松驰和失效,引起活塞杆动作不灵或使关闭件无法复位;12、进入缸内气体或液体介质的压力波动或压力过低;13、气动放料阀的气动装置遥控信号失灵,无法进行遥控操作;14、填料压得太紧等。 不锈钢法兰斜杆放料阀设备,就选温州太科阀门科技有限公司,让您满意,欢迎您的来电!

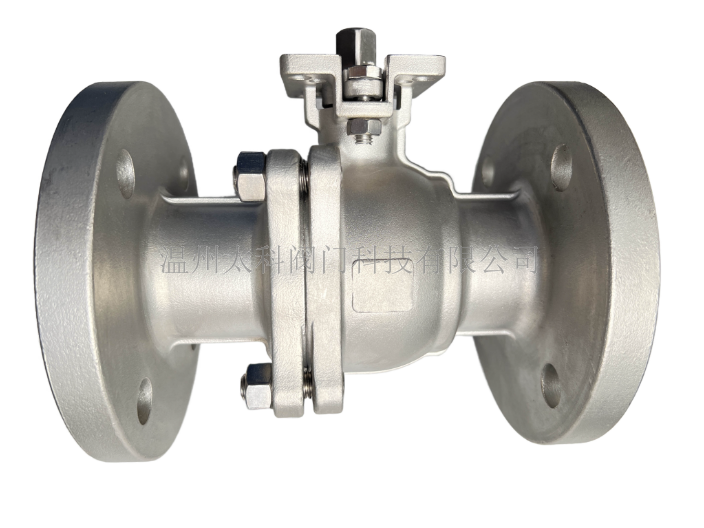
放料阀是主导的阀门形式。放料阀处于完全开启位置时,蝶板厚度是介质流经阀体时唯1的阻力,因此通过该阀门所产生的压力降很小,故具有较好的流量控制特性。放料阀有弹密封和金属的密封两种密封型式。弹性密封阀门,密封圈可以镶嵌在阀体上或附在蝶板周边。采用金属密封的阀门一般比弹性密封的阀门寿命长,但很难做到完全密封。金属密封能适应较高的工作温度,弹性密封则具有受温度限制的缺陷。如果要求放料阀作为流量控制使用,主要的是正确选择阀门的尺寸和类型。温州太科阀门科技有限公司 不锈钢法兰斜杆放料阀设备设备值得放心。湖南手动斜杆放料阀哪家好
温州太科阀门科技有限公司致力于提供 不锈钢法兰斜杆放料阀设备,有需要可以联系我司哦!天津防爆气动斜杆放料阀
放料阀阀体铸造工艺受到铸件尺寸、壁厚、气候、原材料和施工操作的种种制约,铸件会出现砂眼、气孔、裂纹、缩松、缩孔和夹杂物等各种铸造缺陷,尤以砂型铸造的合金钢铸件为更多,面对这些放料阀铸钢件缺陷我们应该如何处理?1、放料阀铸钢件缺陷判断在生产实践中,有些铸件缺陷不允许补焊,如贯穿性裂纹、穿透性缺陷(穿底)、蜂窝状气孔、无法去除的夹砂夹渣和面积超过65平方厘米的缩松等,以及双方合同中约定的其他不能补焊的重大缺陷。在补焊前应判断缺陷的类型。2、放料阀铸钢件缺陷剔剔除在工厂里一般可采用碳呱气刨吹去铸造缺陷,然后用手提角磨机打磨缺陷部位至露出金厘光泽,但生产实践中更多的是直接用碳钢焊条大电流除去缺陷,并用角磨机磨出金属光泽。一般铸件缺陷剔除可用<4mm-422焊条,160180A电流将缺陷除干净,角磨机将缺陷口打磨成U形,减少施焊应力。缺陷去除的彻底.补焊质量好。 天津防爆气动斜杆放料阀
文章来源地址: http://huagong.m.chanpin818.com/famenmp/fangliaofalq/deta_20329081.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。