[VIP第1年] 指数:3
[VIP第1年] 指数:3
氢气的存储和运输是实现其广泛应用的关键环节,也是面临的主要挑战之一。氢气密度低,常温常压能量密度小,需要通过压缩、液化或化学吸附等方式进行存储。压缩氢气是常见的方法,将氢气压缩至状态存储在特制的气瓶中,广泛应用于氢燃料电池汽车等领域。液化氢气则需将氢气冷却至极低温度(约 -253℃)使其液化,以提高存储密度,但液化过程能耗高,对存储设备的绝热性能要求极高。在运输方面,气态氢气可通过管道输送,但管道建设成本高昂,且对管道材质要求特殊,需防止氢气渗透。液态氢气运输则适合长距离、大规模运输,但同样面临低温保存和运输设备成本高的问题。近年来,固态储氢技术取得了一定进展,利用金属氢化物等材料吸附氢气,在需要时释放,具有安全性高、存储密度较大等,为氢能源的存储和运输开辟了新的途径。甲醇裂解制氢技术为氢能产业提供了可靠的氢气来源。内蒙古新能源甲醇裂解制氢
甲醇裂解制氢在环境保护方面具有一定的优势,但也存在一些挑战。从优势方面来看,与传统的化石燃料制氢方法相比,甲醇裂解制氢过程中产生的污染物相对较少。甲醇的产物主要是二氧化碳和水,而在甲醇裂解制氢过程中,虽然会产生一氧化碳等副产物,但通过后续的处理工艺,可以将一氧化碳转化为二氧化碳,从而减少对环境的污染3。而且,甲醇可以从可再生资源中制备,这为实现可持续的氢气生产提供了可能。然而,甲醇裂解制氢也面临着一些环境保护挑战。首先,甲醇的生产过程需要消耗大量的能源,如果甲醇是通过化石能源合成的,那么在整个生命周期内,甲醇裂解制氢的碳排放仍然较高。其次,甲醇是一种有害的化学品,在储存、运输和使用过程中,如果发生泄漏等危险,会对环境和人体造成危害。因此,在发展甲醇裂解制氢技术的同时,必须加强对甲醇生产和使用过程的环境管理,提高技术的安全性和可靠性。 广东推广甲醇裂解制氢催化剂的选择和优化是提升甲醇裂解效率的关键。

开发具有低温活性的甲醇制氢催化剂,是降低能耗、提高工艺安全性的重要方向。这类催化剂能够在较低温度下启动反应,减少高温带来的设备投资和安全风险。一些新型的铜基催化剂通过添加特殊助剂,优化制备工艺,实现了在 180-220℃的低温区间内高效催化甲醇制氢。某电子企业采用低温活性催化剂进行现场制氢,满足了电子芯片制造对氢气纯度和温度的严格要求。低温活性催化剂的研发,不仅拓展了甲醇制氢技术的应用场景,还为实现绿色、高效的制氢工艺提供了可能。随着材料科学和催化技术的不断进步,低温活性催化剂有望在更多领域得到广泛应用。
甲醇裂解制氢的经济性是影响其广泛应用的重要因素之一。从成本方面来看,甲醇的价格波动对甲醇裂解制氢的成本影响较大。当甲醇价格较低时,甲醇裂解制氢具有一定的成本优势;但当甲醇价格上时,制氢成本也会相应增加。此外,催化剂的成本也是影响甲醇裂解制氢经济性的重要因素。高性能的催化剂虽然能够提高反应的效率和选择性,但价格昂贵,增加了制氢过程的成本2。因此,降低催化剂的成本,提高催化剂的使用寿命,是提高甲醇裂解制氢经济性的关键。甲醇裂解制氢的产品主要是氢气和二氧化碳。氢气作为一种清洁能源,具有较高的市场价值,可以应用于燃料电池汽车、化工、电子等多个领域。二氧化碳则可以通过回收利用,生产碳酸饮料、干冰等产品,实现资源的综合利用。此外,随着氢能产业的不断发展,对氢气的需求将不断增加,这也为甲醇裂解制氢带来了广阔的市场前景。综合来看,甲醇裂解制氢的经济性取决于甲醇价格、催化剂成本、氢气市场价格等多个因素,需要在技术创新和市场发展的基础上,不断提高其经济性。甲醇裂解制氢系统,具备良好的自动化操作性。

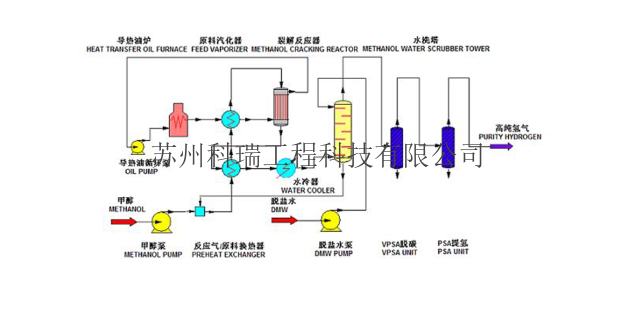
甲醇重整制氢设备可将甲醇和水蒸气通过催化重整反应转化为氢气和二氧化碳。该设备主要由重整反应器、变压吸附提纯装置等组成。在催化剂的作用下,甲醇在 200 - 300℃的温度区间内发生重整反应,生成富含氢气的混合气,再通过变压吸附装置提纯,得到高纯度氢气。某化工园区内的企业采用甲醇重整制氢设备,为园区内的化工生产提供氢气。甲醇重整制氢设备具有占地面积小、启动速度快的特点,适用于对氢气需求规模不大的场景。但甲醇重整过程会产生二氧化碳排放,随着环保要求的日益严格,如何降低碳排放成为该设备面临的挑战。研发新型高效催化剂,提高甲醇转化率,降低二氧化碳排放,将是甲醇重整制氢设备未来的发展方向。甲醇蒸汽重整过程既可以使用等温反应系统,也可以使用绝热反应系统。广东推广甲醇裂解制氢
裂解过程中,甲醇分子在催化剂作用下分解为氢气和二氧化碳。内蒙古新能源甲醇裂解制氢
高效汽化与过热系统集成方案汽化过热系统直接影响甲醇裂解的能量效率与反应稳定性。典型装置采用三级汽化工艺:***级列管式换热器利用反应余热将甲醇-水混合液预热至150℃,第二级蒸汽喷射器通过高速蒸汽卷吸实现闪蒸汽化,第三级电加热套管将过热蒸汽温度精确控在280±5℃。某技术团队开发的微通道汽化器(通道尺寸200μm)使汽化效率提升至,较传统填料塔节能35%,其优势在于通过增大气液接触面积(>1000m²/m³)缩短汽化时间至。过热段防积碳设计是关键,通过在套管内壁涂覆疏水性SiO₂涂层,使焦油沉积量降低至²·h。针对高寒地区应用,某企业研发的相变储热-汽化耦合系统,利用熔融盐(60%NaNO₃-40%KNO₃)在290℃下的相变潜热,实现离网工况下8小时连续运行。系统能效测试表明,采用热泵技术回收冷凝热后,整体汽化能耗从³H₂降至³H₂。 内蒙古新能源甲醇裂解制氢
文章来源地址: http://huagong.m.chanpin818.com/hgctsb/deta_27229314.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。