[VIP第1年] 指数:3
[VIP第1年] 指数:3
调试步骤(1)各设备安装后精心调试输送机,满足图样要求。(2)各减速器,运动部件加注相应润滑油。(3)安装输送机达到要求后各单台设备进行手动工作试车,并结合起来调试输送机以满足动作的要求。(4)调试输送机的电气部分。包括对常规电气接线及动作的调试,使设备具备良好性能,达到设计的功能和状态。皮带输送机皮带跑偏及打滑的处理方法跑偏的原因有多种,需根据不同的原因区别处理。***:调整承载托辊组第二:安装调心托辊组第三:张紧处的调整皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。第四:调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节第五:双向运行皮带输送机跑偏的调整。皮带打滑的处理办法:***:螺旋张紧或液压张紧皮带机的打滑使用螺旋张紧或液压张紧的皮带输送机出现打滑时可调整张紧行程来增大张紧力。但是,有时张紧行程已不够,皮带出现了长久性变形,这时可将皮带截去一段重新进行硫化.第二:在使用尼龙带或EP是要求张紧行程较长,当行程不够时也可重新硫化或加大张紧行程来解决。跑偏的原因有多种,需根据不同的原因区别处理。由一个闭合管道组成,在管道的端点分别有驱动装置和张紧装置,在输送管道上分别设置有进料口和出料口。北京制造输送上料价格优惠

真空上料机//真空上料机是利用压缩空气通过真空发生器产生高真空实现对物料的输送,不需要机械式真空泵,具有结构简单、体积小、免维修、噪音低、方便、物料静电和符合GMP要求等。真空发生器产生的高真空,使被输送的物料杜绝了分层现象,保证了混合物料成分的均一性,是压片机、胶囊填充机、干法制粒机、包装机、粉碎机、振动筛等机械自动上料的优先设备。当压缩空气供给真空发生器时,真空发生器就产生负压形成真空气流,物料被吸入吸料咀,形成物气流,经过吸料管到达上料机的料仓内。过滤器把物料与空气彻底分离,当物料装满料仓时,会自动切断气源,真空发生器停止工作,同时料仓门自动开启,物料落到设备的料斗中。与此同时,压缩空气通过脉冲反吹阀自动清洗过滤器。等到时间到或料位传感器发出上料信号时,自动启动上料机。吉林输送上料欢迎选购不需要机械式真空泵,具有结构简单、体积小、免维修、噪音低、物料静电好符合GMP要求等。

上料机出现无法上料或上料能力小时,请按以下程序检查。1、系统的供气压力是否达到。供气压力是指真空发生器工作时系统中空气压力。2、放料门是否严密。A、经过长时间使用,放料门上堆积一定厚度的粉料,造成门关不严,漏真空,应清洗放料门。B、经过长时间使用,放料门的密封胶圈磨损,造成门关不严,漏真空,应更换密封圈。C、经长时间使用,气缸出力和行程出现故障,应更换气缸。3、过滤器堵塞。将过滤器用压缩空气吹净后,用嘴反吹过滤器,如果很畅通,过滤器没有堵塞;如果感到憋气,则过滤器已被堵死,此时应更换过滤器,或将堵塞的过滤器放在超声波清洗机里清洗30分钟以上。4、吸料管被大块物料堵塞。往往发生在不锈钢吸料嘴进口处和真空料斗的入口处。5、泵头和料斗间、料斗各节间卡箍没拧紧,造成系统漏气,无法上料或上料能力减少。6、反吹系统出现故障。真空上料机每次放料时储存在气包中的压缩空气脉冲反吹过滤器,保证过滤器表面*有很薄一层粉末。如果反吹系统出现故障,过滤器表面将堆积较厚粉末,增加阻力造成真空上料机无法上料,此时应更换反吹阀。
应用真空上料机是一种借助于真空吸力来传送颗粒和粉末状物料的输送设备,被***用于食品,化工,陶瓷,饲料,颜料,染料,农产品的生产和科研领域。使用真空上料机可**减少车间内的粉尘污染,提高清洁度,显著提高生产能力,并大量节约人力,减少污染,安全可靠。真空上料机为密闭负压稀相输送设备,整个输送过程在密闭的系统内进行,不会发生任何粉体泄露,操作人员不必忍受重体力的搬运,噪音的工作环境。可用于输送各类流动性好的粉状颗粒状物料。特点1、安全:整个输送过程在密闭的系统内进行,不会发生任何粉体泄露;对特殊物料可配套氮气保护装置。2、简易:真空输送机可方便的拆卸与安装;设备没有易使物料堆积的间隙或死角,表面易于目测检查。3、可靠:真空上料机只有很少的运动部件,*出料底阀。真空泵没有运动部件。因此,维修和配件的需求很少,具有比较大操作可靠性。4、经济:更快更大输送能力,同时能耗低。使用真空上料机可更大程度地降低能源消耗。5、操作可靠:真空上料机被设计成具有持久耐用的结构。这一内置的稳定质量保证了长期的无故障操作,生产突然中断的现象不会发生。 对混合物料的输送,不会物料分层现象。

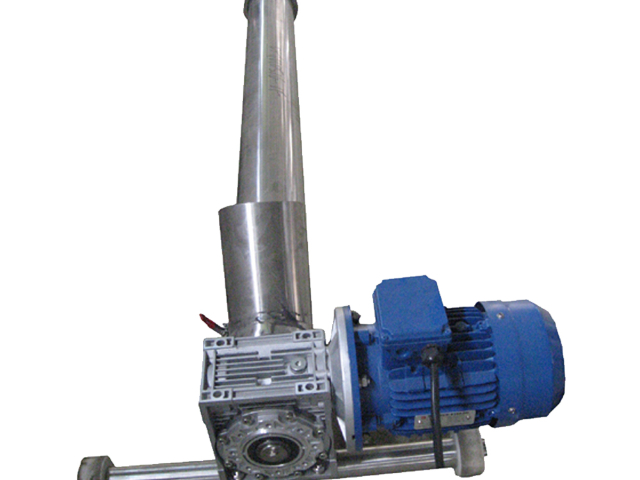
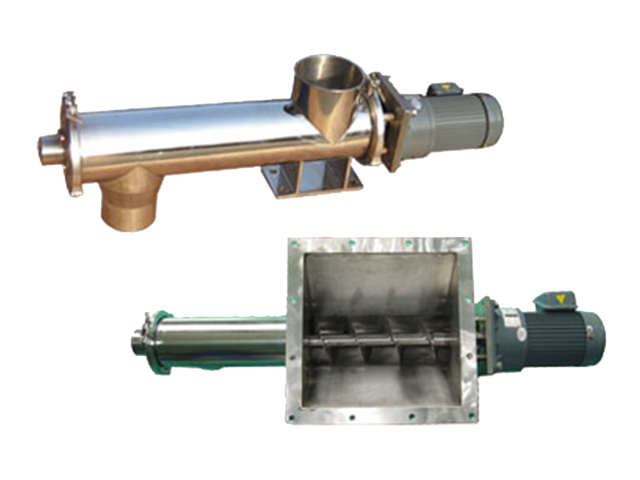
螺旋输送机的螺旋叶片有实体螺旋面型、带式螺旋面型及叶片螺旋面型三种。实体螺旋面称为s制法,其螺旋节距GX型为叶片直径的,LS型螺旋输送机适用于输送粉状和粒状物料。带式螺旋面又称D制法,其螺旋节距与螺旋叶片直径相同,适用于输送粉状及小块物料。叶片式螺旋面应用较少,主要用于输送粘度较大和可压缩性物料,在输送过程中,同时完成搅拌、混合等工序,其螺旋节距约为螺旋叶片直径的。螺旋输送机的螺旋叶片有左旋与右旋两种旋向。螺旋输送机的类型有水平固定式螺旋输送机、垂直式螺旋输送机。水平固定式螺旋输送机是**常用的一种型式。垂直式螺旋输送机用于短距离提升物料,输送高度一般不大于8m,螺旋叶片为实体面型,它必须有水平螺旋喂料,以保证必要的进料压力。LS、GX型螺旋输送机物料出口端,应设置1/2~1圈反向螺旋片,防止粉料堵塞端部。螺旋输送机由螺旋机本体、进出料口及驱动装置三部分组成。螺旋机本体由头部轴承、尾部轴承、悬挂轴承、螺旋、机壳、盖板及底座等组成。驱动装置由电动机、减速器、联轴器及底座所组成。螺旋输送与其他输送设备相比较,具有结构简单、横截面尺寸小、密封性能好、可以中间多点装料和卸料、操作安全方便以及制造成本低等。有轴螺旋输送机适用于无粘性的干粉物料和小颗粒物料;吉林输送上料欢迎选购
气动真空上料机是利用压缩空气通过真空发生器产生高真空实现对物料的输送。北京制造输送上料价格优惠
跑偏原因带式输送机运行时输送带跑偏是最常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。 北京制造输送上料价格优惠
文章来源地址: http://huagong.m.chanpin818.com/sssb/shusongji/deta_25110736.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。