[VIP第1年] 指数:3
[VIP第1年] 指数:3
调试步骤(1)各设备安装后精心调试输送机,满足图样要求。(2)各减速器,运动部件加注相应润滑油。(3)安装输送机达到要求后各单台设备进行手动工作试车,并结合起来调试输送机以满足动作的要求。(4)调试输送机的电气部分。包括对常规电气接线及动作的调试,使设备具备良好性能,达到设计的功能和状态。皮带输送机皮带跑偏及打滑的处理方法跑偏的原因有多种,需根据不同的原因区别处理。***:调整承载托辊组第二:安装调心托辊组第三:张紧处的调整皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。第四:调整驱动滚筒与改向滚筒位置驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节第五:双向运行皮带输送机跑偏的调整。皮带打滑的处理办法:***:螺旋张紧或液压张紧皮带机的打滑使用螺旋张紧或液压张紧的皮带输送机出现打滑时可调整张紧行程来增大张紧力。但是,有时张紧行程已不够,皮带出现了长久性变形,这时可将皮带截去一段重新进行硫化.第二:在使用尼龙带或EP是要求张紧行程较长,当行程不够时也可重新硫化或加大张紧行程来解决。跑偏的原因有多种,需根据不同的原因区别处理。有轴螺旋输送机适用于无粘性的干粉物料和小颗粒物料;山东常规输送上料批量定制
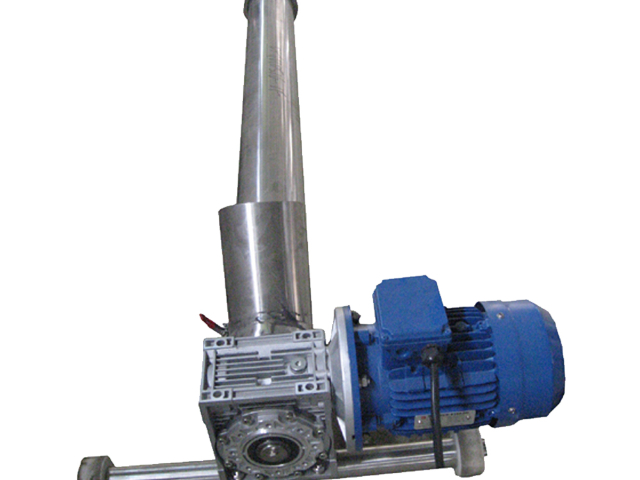
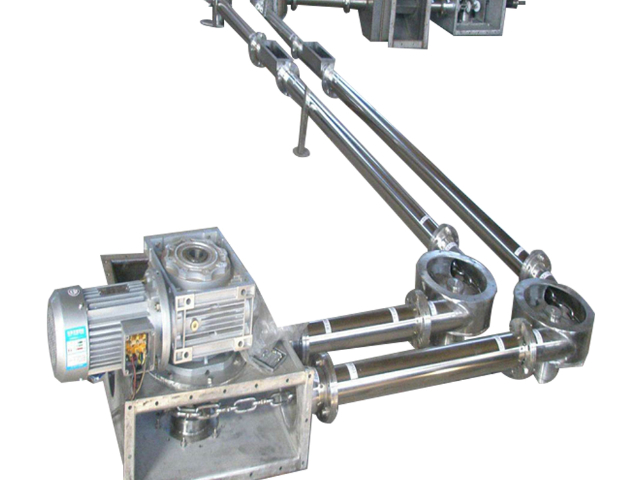
皮带输送机主要由机架、输送皮带、皮带辊筒、张紧装置、传动装置等组成。GX型管式螺旋输送机GX型管式工作原理:GX型螺旋输送机是利用旋转的螺旋将被输送的物料沿固定的机壳内推移而进行输送工作,头部及尾部轴承移至壳体外,吊轴承采用滑动轴承设有防尘密封装置,轴瓦一般采用粉末冶金,输送水泥采用毛毡轴瓦,吊轴和螺旋轴采用滑块连接。GX型管式螺旋输送机产品概述:GX型螺旋输送机俗称绞龙,是矿产、饲料、粮油、建筑业中用途较广的一种输送设备,从输送物料位移方向的角度划分,螺旋输送机分为水平式螺旋输送机和垂直式螺旋输送机两大类型,主要用于对各种粉状、颗粒状和小块状等松散物料的水平输送和垂直提升。GX型管式螺旋输送机应用范围:螺旋输送机是工农业各部门机械化运输工作的主要机组,可使运输工作减轻劳动强度,提高工作效率,应用范围很广。适用于各行业,如建材、化工、电力、冶金、煤炭、粮食等行业,适用于水平或倾斜输送粉状、粒状和小块状物料,如煤、灰、渣、水泥、粮食等。GX型管式螺旋输送机主要特点:1.承载能力大、安全可靠。2.适应性强、安装维修方便、寿命长。3.整机体积小、转速高、确保均匀输送。4.出料端设有清扫装置,整机噪声低、适应性强。吉林输送上料常见问题真空发生器产生的高真空,使被输送的物料杜绝了分层现象,保证了混合物料成分的均一性。

简易正压气力输送(稀相)//系统简介:它是利用低于kg/cm2的气体压力,采用正压(吹送式),以较高的速度来推动或拉动物料使其通过整条输送线,因此该输送方式被称之为低压高速系统,它具有较高的气体-物料比。稀相输送的介质一般采用空气或氮气,动力提供一般由罗茨鼓风机提供,氮气输送时则有制氮机进行提供。罗茨鼓风机的稀相输送时,物料在管道中呈悬浮状态,输送距离可以达百米,在该系统的开始端约有600m/min的加速度,在末端可达2000m/min的高速,因此气流速度较高。输送管线初端压力一般低于,而末端则与大气压基本接近。正压稀相输送系统:适用于单点对单点,单点对多点的输送。系统特点:由于系统处于正压,所以密封性要求很高,若有一丝泄漏就会造成供料端或者整个系统的粉尘外溢;系统物料采用吹送式,所以末端物料容易从卸料口排出,因此末端构造较简单;但系统的输送温度较高,对于一些特殊易热敏物料必须做降温处理;罗茨风机作为动力源,压力不能达到很高,故输送距离和产量不能同时取大值。正压输送的特点是安装与运行较为简单,系统维护少,安装空间较小,一次成本较少。
刮板输送机应用刮板输送机可用于水平运输,亦可用于倾斜运输。沿倾斜向上运输时,煤层倾角不得超过25°,向下运输时,倾角不得超过20°,当煤层倾角较大时,应安装防滑装置。可弯曲刮板输送机允许在水平和垂直方向作2°~4°的弯曲。刮板输送机的工作原理是什么?刮板输送机的工作原理是,将敞开的溜槽,作为煤炭、矸石或物料等的承受件,将刮板固定在链条上(组成刮板链),作为牵引构件。当机头传动部启动后,带动机头轴上的链轮旋转,使刮板链循环运行带动物料沿着溜槽移动,直至到机头部卸载。刮板链绕过链轮作无级闭合循环运行,完成物料的输送。刮板输送机主要优缺点是:1、结构坚实。能经受住煤炭、矸石或其他物料的冲、撞、砸、压等外力作用。2、能适应采煤工作面底板不平、弯曲推移的需要,可以承受垂直或水平方向的弯曲。3、机身矮,便于安装。4、能兼作采煤机运行的轨道。5、可反向运行,便于处理底链事情。6、能作液压支架前段的支点。缺点:1、空载功率消耗较大,为总功率的30%左右。2、不宜长距离输送。3、易发生掉链、跳链事情。4、消耗钢材多。成本大。 该螺旋输送机可以作直线输送,也可以弯曲输送,这种高度灵活性让使用者使用非常方便。

输送机支架焊条电弧焊的焊接方法1.引弧(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定,(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定。这种引弧方法不会使焊件表面划伤,又不受焊件表面大小、形状的限制,所以是在生产中主要采用的引弧方法。但操作不易掌握,需提高熟练程度。引弧时需注意如下事项:1)引弧处应无油污、水锈,以免产生气孔和夹渣。2)焊条在与焊件接触后提升速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。2.运条运条是焊接过程中**重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢。螺旋输送机在形式上分为有轴螺旋输送机和无轴螺旋输送机,在外型上分为U型螺旋输送机和管式螺旋输送机。吉林输送上料常见问题
当压缩空气供给真空发生器时,真空发生器就产生负压形成真空气流,物料被吸入吸料咀,形成物气流。山东常规输送上料批量定制
操作维护启动和停机输送机一般应在空载的条件下启动。在顺次安装有数台皮带输送机时,应采用可以闭锁的起动装置,以便通过集控室按一定顺序起动和停机。除此之外,为防止突发事情,每台输送机还应设置就地启动或停机的按钮,可以单独停止任意一台。为了防止输送带由于某种原因而被纵向撕裂,当输送机长度超过30m时,沿着输送机全长,应间隔一定距离(如25-30m)安装一个停机按钮。设计参数对于带式输送机张紧装置的参数主要从以一下两个方面进行考虑:一方面需要考虑在输送带的张力大小以及其安全可靠张紧系数对带式输送机在正常,稳定运行时的情况下,对张紧装置在起动过程中带式输送机所需要满足的比较大张紧力进行设计;另一方面带式输送机在正常启动时有一定的启动加速度的要求,在达到这个加速度之前有一定的时间间隔,因此需要对从输送带开始张紧到带式输送机正常启动时的张紧过程这一时间间隔做出设计,以减小输送带在张紧过程中所受到的影响。当然带式输送机所需要的张紧力在不同阶段、不同工况下(如起动时、正常运行时、制动时)是不同的,因此在计算张紧力时应根据带式输送机在不同工况下的运行情况来进行考虑,同时还要保证输送带在驱动滚筒上不发生打滑为条件。 山东常规输送上料批量定制
文章来源地址: http://huagong.m.chanpin818.com/sssb/shusongji/deta_25442549.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。